

|


| 品牌 | 旭化成PPE |
| 货号 | 1000Z |
| 用途 | 注塑件 |
| 牌号 | 100Z |
| 型号 | 100Z |
| 品名 | 其它工程塑料 |
| 外形尺寸 | 颗粒 |
| 厂家 | 旭化成PPE |
| 是否进口 | 否 |




旭化成PPE聚苯醚 100Z 产品说明:
改性PPE;1.4MM无增强阻燃V-0级;易流动,易加工
| 产品型号: | 旭化成PPE 100Z |
| 产地: | 旭化成 PPE |
| 规格: | 25KG |
| 基本性能或用途: | 注塑级 |


旭化成PPE聚苯醚 100Z
旭化成PPE聚苯醚 100Z
旭化成PPE聚苯醚 粒子

旭化成Xyron (采龙)等级与特性PPO/PPE系列包括PPE/PS混合物、PPE/PA混合物和PPE/PP混合物。
旭化成Xyron (采龙)等级与特性PPO/PPE特点:
特点: 良好的耐热性、阻燃性、尺寸稳定性和机械性能。高性能等级实例: L系列 – 具有很高的流动性,模具内气体释放量极低。
旭化成Xyron (采龙)等级与特性PPO/PPE用途:
改性聚苯醚“采龙™”在耐热性、阻燃性、尺寸稳定性、机械特性等方面十分出色,通过与PS等多种树脂合金,广泛应用于家电、办公设备、IT及汽车领域。
用途:办公设备、PV方面、连接零部件等

旭化成Xyron (采龙)主要型号介绍:
XYRON PPE旭化成1000H 高耐热性,耐温170℃
XYRON PPE旭化成100Z 良好的流动性,阻燃V0(1.45mm)
XYRON PPE旭化成1951J 良好的流动性,阻燃5VB(2.0mm)
XYRON PPE旭化成240V 良好的流动性,阻燃V1(1.5mm)
XYRON PPE旭化成340Z 良好的流动性,阻燃V0
XYRON PPE旭化成340V 良好的流动性,阻燃V1(0.73mm),耐候性
XYRON PPE旭化成440Z 阻燃V0(0.75mm),5VA(2.5mm),耐候性
XYRON PPE旭化成540V 阻燃V1(0.73mm),耐温120℃,耐候性
XYRON PPE旭化成540Z 阻燃V0(0.75mm),耐候性,耐温120℃
XYRON PPE旭化成600H 高耐热性,耐温130℃,阻燃HB
XYRON PPE旭化成640Z 高耐热性,耐温130℃,阻燃V0,耐候性
XYRON PPE旭化成G701V 10%玻纤增强,阻燃5VA,耐温130℃
XYRON PPE旭化成SZ800 高耐热性
XYRON PPE旭化成VT31V 10%玻纤增强,阻燃
XYRON PPE旭化成X1508 20%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X1561 10%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X1744 35%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X331V 10%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X351V 10%玻纤增强,抗翘曲 - 美观
XYRON PPE旭化成X352V 20%玻纤增强,抗翘曲美观,阻燃
XYRON PPE旭化成X444H 40%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X531Z 10%玻纤增强,高刚度 - 抗翘曲
XYRON PPE旭化成X552H 20%玻纤增强,抗翘曲 - 美观
XYRON PPE旭化成X603V 30%玻纤增强,高刚度 - 耐热
XYRON PPE旭化成X8401 30%碳纤增强,导电性,高刚度,抗翘曲
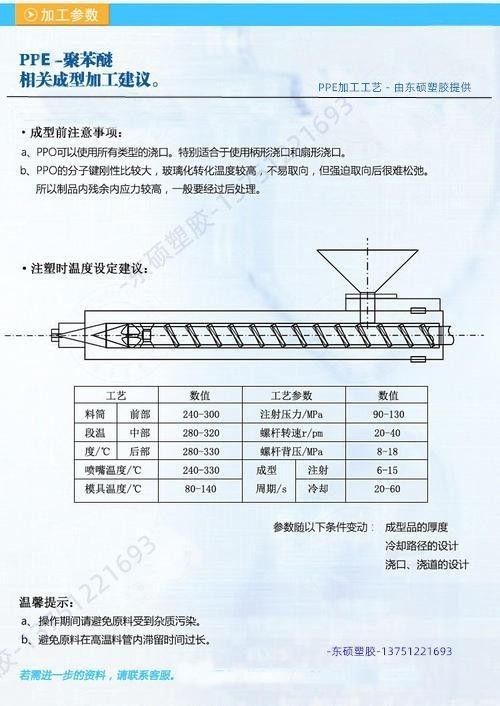
聚苯醚(PPE)成型工艺
PPE可通过注塑、挤出等工艺加工成各种制品:
1.注塑:柱塞式或螺杆式注塑机都能加工PPE。一般采用螺杆式注塑机,要求长径比大于15:1,压缩比1.7 ~4.0(一般采用2.5~3.5)。
2.挤出:PPE能在挤出机上加工成管、片、棒、块等。采用排气式、长径比大的挤出机更好,螺杆长径比为24:1,压缩比为2.5~3.5,渐变式,等距不等深,计量段有适当的深度。应有较长的口模平直部分,挤出牵引时应考虑其物料凝结温度较高的特点。
3.压模成型:10%~18%PPE的苯溶液浸泡溶液的玻璃布,可按热固性塑料的层压工艺条件进行压制。玻璃化布含胶量控制在35%±5%,烘干温度为70~110℃。
4.模压工艺:模温升至250℃时保持温度5min,压力为6MPa,连续升温至300℃,保温1h,然后自然冷却至180℃,通冷水冷却至室温,脱模。另外,PPE还可以薄膜成型和二次加工。
注塑模工艺条件:
乾燥处理:建议在成型加工前进行2-4小时、100度的乾燥处理。
熔融温度:240-320度
模具温度:60-105度
注塑压力:600-1500 Bar
浇道和浇口:可以使用所有类型的浇口,特别适合于使用柄型浇口和扇形浇口。









联系人:刘洋 电话:0769-87701584 邮箱: 279274481@qq.com 地址:塑胶路1号28号楼102室
东莞市中灏新材料有限公司 版权所有 Copyright (©) 2026 XML 技术支持: 盖德化工网 食品商务网
 扫一扫,关注微信
扫一扫,关注微信

